








Atomic Energy-Gamma irradiation plant controls
A number of times in close coordination with the OEMs and the Atomic Energy Regulatory Board. Incorporation of very high levels of safety, 21CFR US FDA compliance.
- Gamma irradiation plant controls for the irradiation of medical products, agriculture produce such as Onions and mangoes, surgical gloves and accessories, necessities, with the attendant safety, material transport and ensuring the elimination of pathogens have been done
- ADFTS Automatic Direct Bundle transfer system
- Pellet inspection systems
- PHWR Special purpose automatic energy bundle inspection system
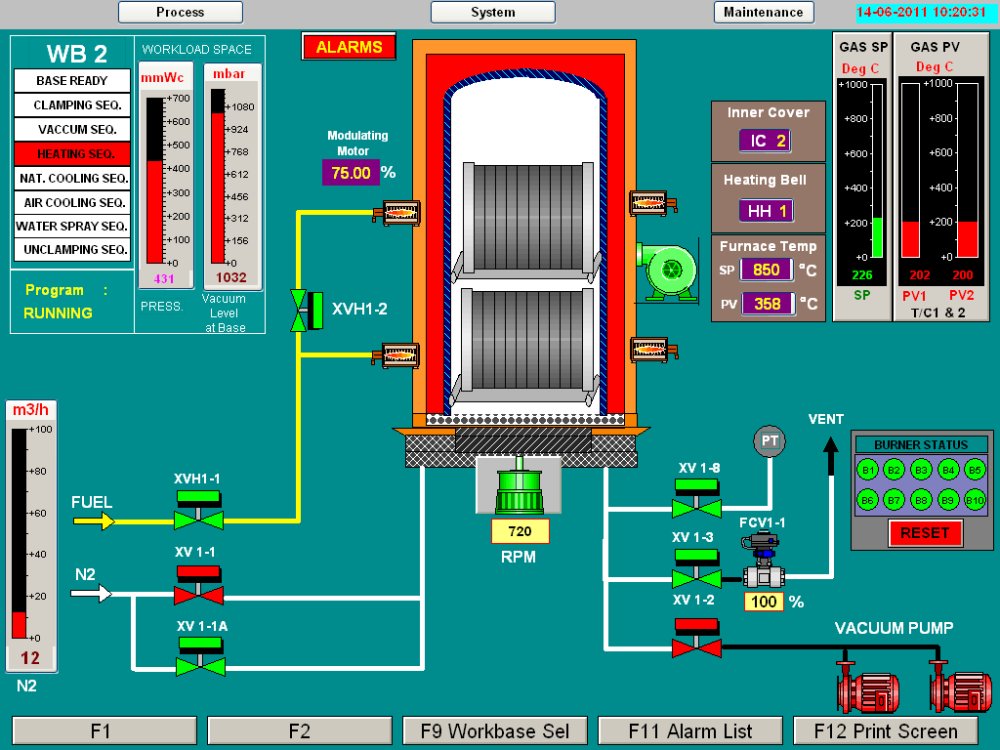
- Special programmed ovens
- Glass heating systems for encasing for atomic waste disposal units.
- Transport systems for Container Inspection systems
Wire and Cable Machinery Control
Controls for a range of machinery from Rod Break down, Intermediate wire drawing, fine wire drawing, In line annealing, Insulation lines, Extrusion lines for cables, Bunching and stranding machines, Vulcanising lines, High voltage cable lines, Mixers, pay off and take up winders, These lines involved coordinated variable speed drives. Temperature control and heater control, sequence logic and safety systems, diameter sensors, speed correction algorithms
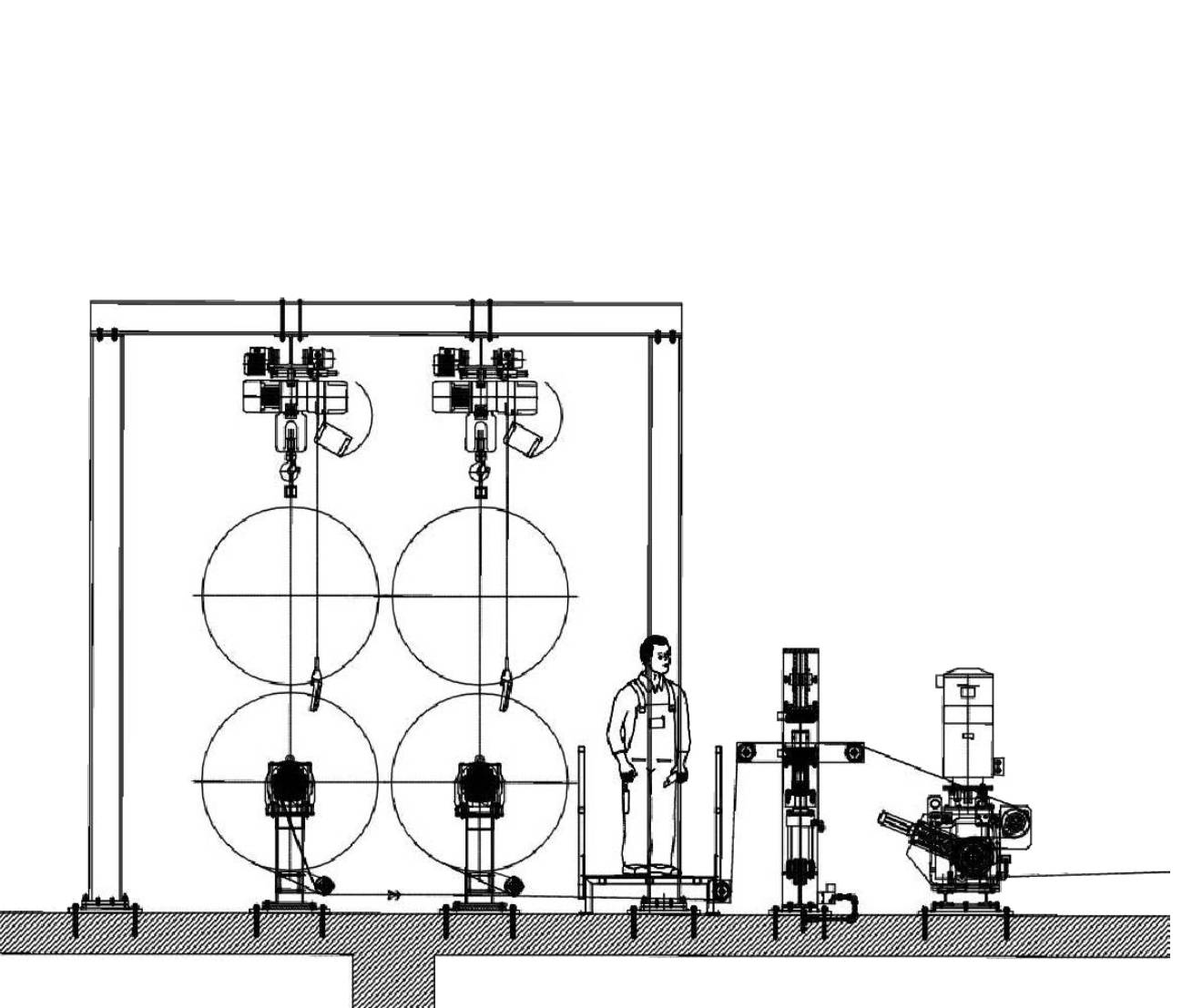
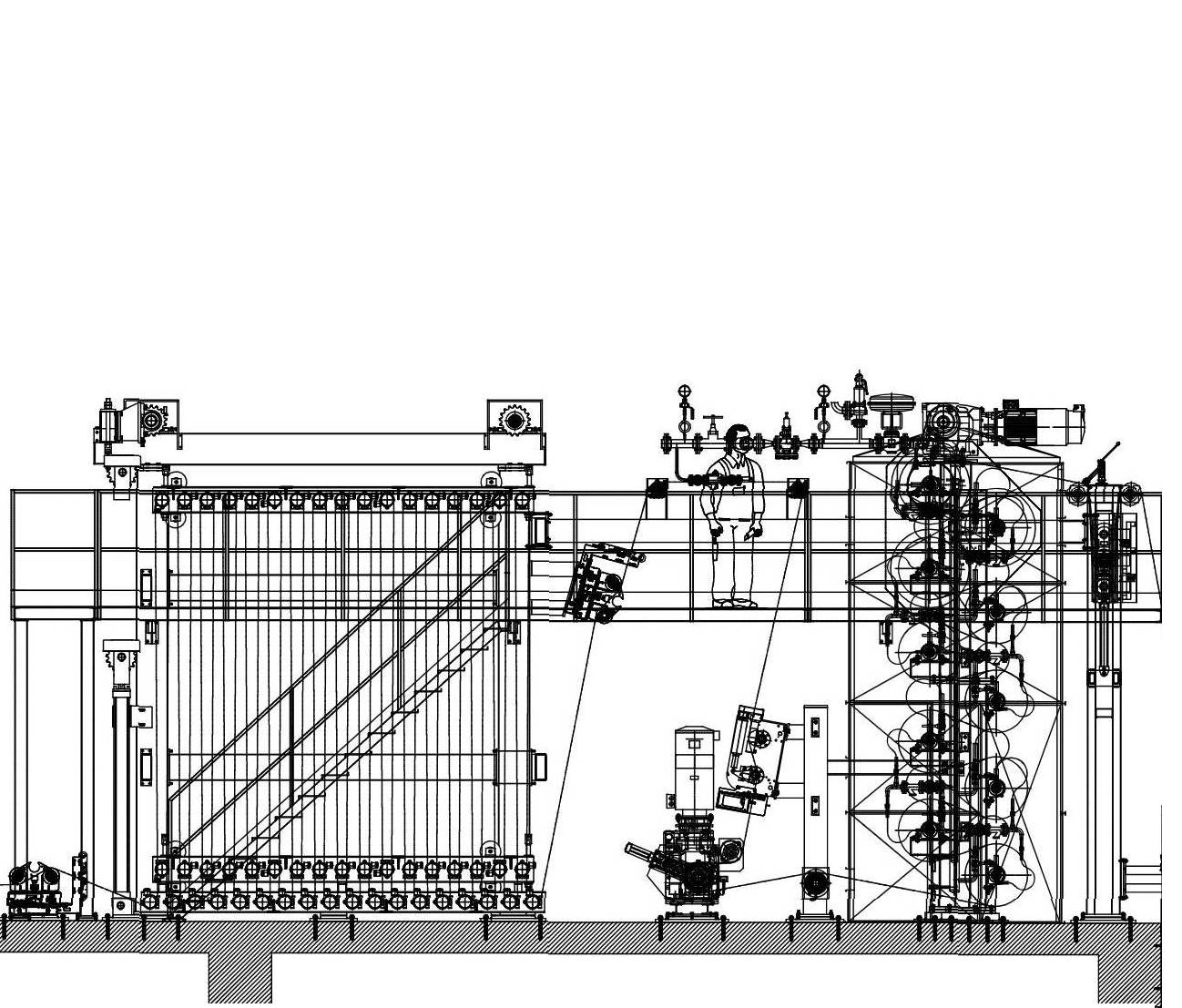
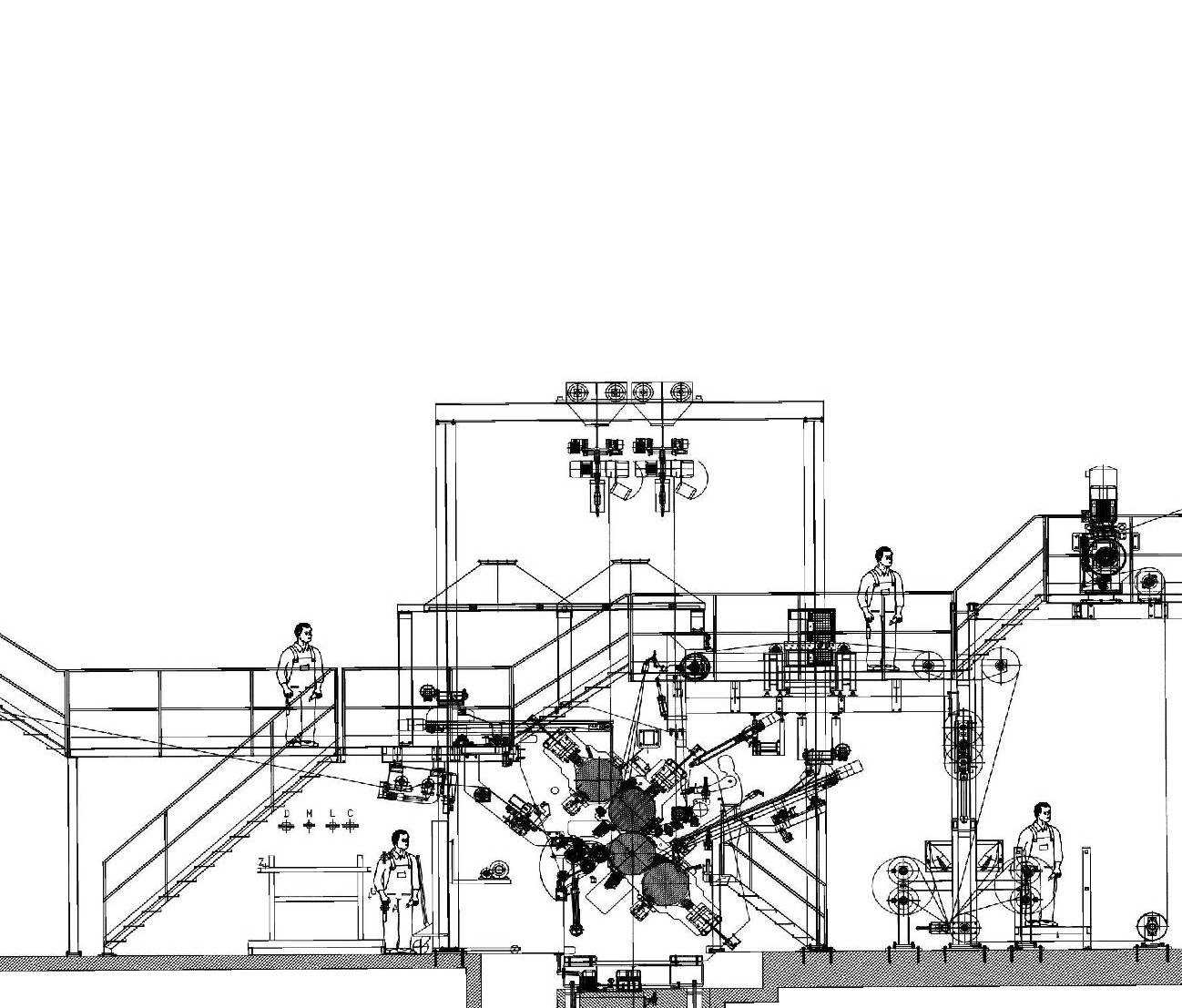
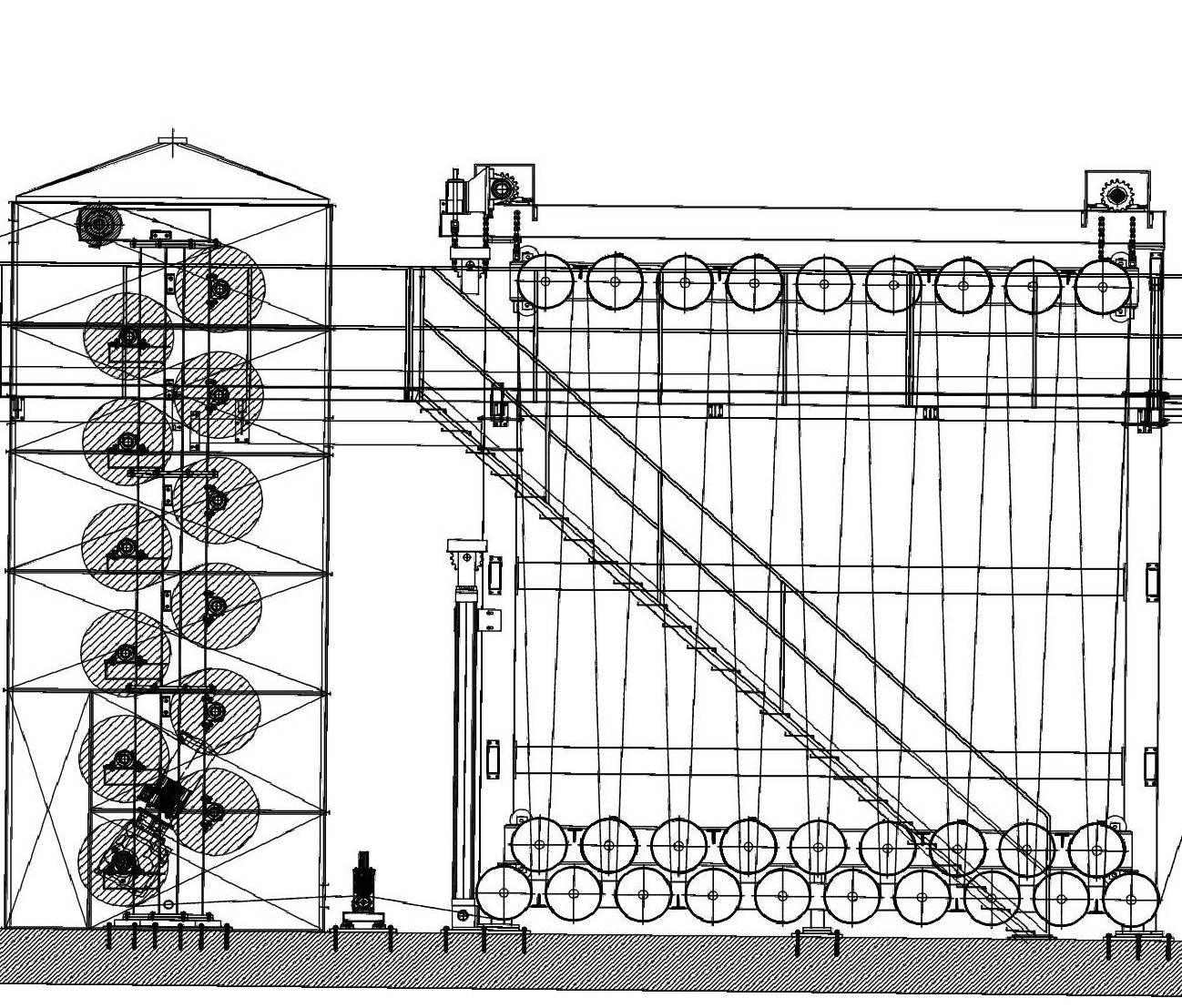
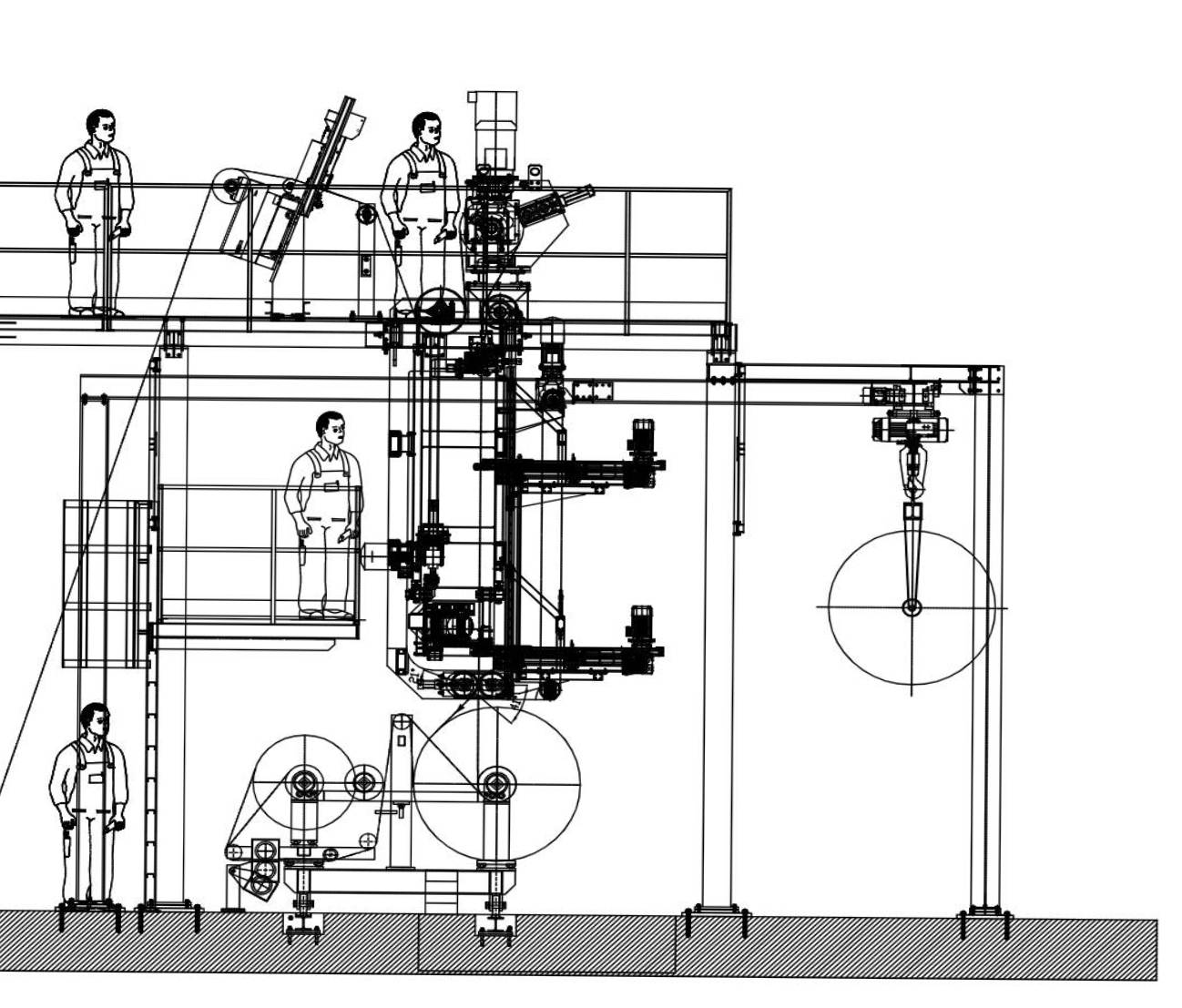
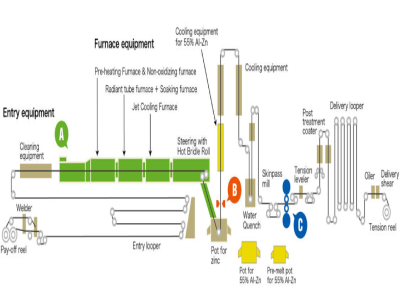
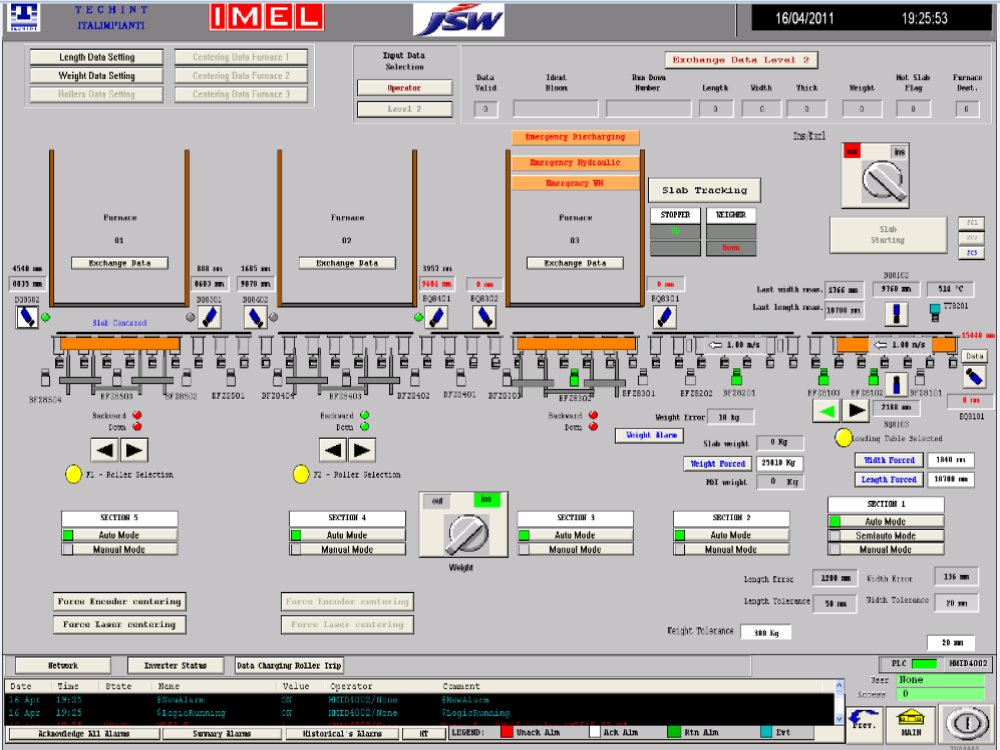
Strip Processing Lines
Steel and non ferrous strips slitting, cut to length, leveling, tension leveling, accumulators, bridle rolls, un coilers, coilers, weld detection. Automatic change over of pay off coils. Forming mills that process strips and form them into the required shapes in successive stands need coordinated drive systems and dancer control. These controls include welding rod production units with material filling, card clothing side strips etc. Complete paper and board plants, slitting lines, flying shear cut to length lines.